



东莞市和镁五金有限公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋


东莞市和镁五金有限公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋
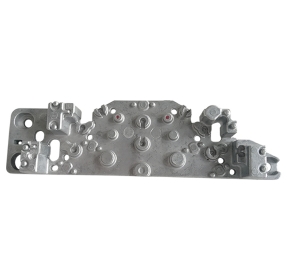
真空压铸技术在铝合金压铸中的原理主要是通过在压铸过程中抽除压铸模具型腔内的气体,消除或显著减少压铸件内的气孔和溶解气体,从而提高压铸件的力学性能和表面质量。以下是其具体原理:
抽气过程
在压铸前,先利用真空泵等设备将模具型腔内的空气抽出,使型腔内形成负压环境。这一过程可以通过两种主要方式实现:一种是从模具中直接抽气,在模具上设计专门的抽气通道和接口,连接到真空泵,将型腔内的气体抽出;另一种是将模具置于真空箱中抽气,整个模具被放置在一个密封的真空箱内,然后对真空箱进行抽气,使模具型腔内的气体随着真空箱内气压的降低而被抽出。

金属液充填
当型腔内的真空度达到一定要求后,再将铝合金液体金属压入型腔。由于型腔内处于负压状态,铝合金液体金属在压力差的作用下能够更快速、更平稳地充填型腔。与传统压铸工艺中金属液在高压下高速喷射进入型腔不同,真空压铸中金属液的充填过程更加有序,减少了因高速喷射而产生的卷气现象,避免了气体被卷入金属液内部形成气孔。
凝固成型
在金属液充填型腔后,继续保持一定的真空度,使金属液在压力和负压的共同作用下凝固成型。在凝固过程中,型腔内的负压环境有助于气体的逸出,进一步减少了气体在铸件内部的残留。同时,负压还可以改善金属液的补缩条件,使铸件在凝固过程中能够得到更充分的液态金属补充,从而减少缩孔、缩松等缺陷的产生,提高铸件的致密度和力学性能。



公司服务热线:0769-82739763
联系人:戴二林
联系电话:13926805729
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋


扫一扫手机浏览 扫一扫加微信