



东莞市和镁五金有限公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋


东莞市和镁五金有限公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋
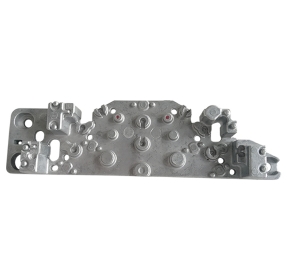
镁合金压铸后,铸件的表面质量受到多种因素的综合影响。
一、模具因素
模具表面粗糙度
模具型腔的表面粗糙度直接决定了铸件的初始表面质量。如果模具表面粗糙,镁合金液体在填充过程中会复制模具表面的不平,导致铸件表面不光滑。例如,当模具表面有明显的加工痕迹或者磨损产生的凹坑时,压铸后的镁合金铸件表面就会出现相应的凸起或凹陷。
模具表面的光洁度可以通过精细的加工工艺和适当的表面处理来提高。如采用电火花加工后的模具,需要进行抛光处理,以降低表面粗糙度,使镁合金铸件表面更加平整。

模具温度
模具温度不均匀会引起铸件表面质量问题。如果模具某些部位温度过高,镁合金液体在该部位的凝固速度会变慢,可能导致表面出现流痕或者冷隔。例如,在模具的浇口附近温度过高,会使金属液流动过快,在铸件表面形成类似水波状的流痕。
合适的模具温度控制可以通过模具的冷却系统来实现。例如,采用水冷或油冷管道布局在模具内部,准确调节模具各部位的温度,使镁合金液体在模具内均匀凝固,从而提高铸件表面质量。
二、压铸工艺参数因素
压铸速度
压铸速度过快,镁合金液体在填充模具型腔时会产生紊流,卷入气体,使铸件表面出现气孔。而且高速的金属流可能会冲刷模具表面,损坏模具表面光洁度,进而影响铸件表面质量。
压铸速度过慢则会导致金属液在填充过程中温度下降过快,可能产生冷隔等缺陷,使铸件表面不平整。
压铸压力
合适的压铸压力能够保证镁合金液体完全填充模具型腔。压力不足会导致铸件表面出现缩孔、凹陷等缺陷,因为金属液不能充分填充型腔的各个角落。
压力过高则可能会使模具产生微小变形,影响铸件尺寸精度,并且可能会使铸件表面出现飞边,降低表面质量。
三、原材料因素
镁合金的纯净度
如果镁合金中含有较多杂质,如氧化物、夹杂物等,在压铸过程中这些杂质会分布在铸件表面,形成瑕疵。例如,镁合金中的氧化镁杂质,会使铸件表面出现黑点。
原材料在熔炼过程中的除气、除渣处理就显得尤为重要。通过精炼工艺可以减少杂质含量,提高铸件的表面质量。



公司服务热线:0769-82739763
联系人:戴二林
联系电话:13926805729
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋


扫一扫手机浏览 扫一扫加微信