



东莞市和镁五金有限公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋


东莞市和镁五金有限公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋
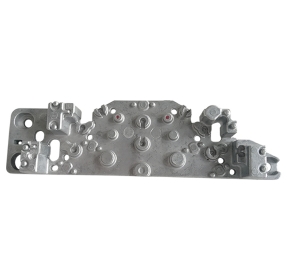
镁合金压铸的温度范围是一个相对灵活但具有关键性的工艺参数,它直接影响到压铸件的质量和生产效率。一般来说,镁合金压铸的适宜温度范围在650℃~700℃左右,但这一范围并非一个固定值,而是受到多种因素的影响。
首先,合金成分是决定压铸温度的重要因素之一。不同的镁合金成分具有不同的熔点和流动性,因此其压铸温度也会有所差异。例如,AZ91D合金的压铸温度一般控制在650℃左右,而某些需要更高流动性的合金则可能需要更高的压铸温度。

其次,模具温度也是影响压铸温度的关键因素。模具温度的高低会直接影响到镁合金在模具中的冷却速度和成形效果。一般来说,冷模的温度需要高于热模,因为冷模会抽走压铸件中的热量,从而影响其成形效果。因此,在实际操作中,需要根据模具的材质、结构和生产要求来确定合适的模具温度。
此外,压铸速度也是影响压铸温度的一个重要因素。进料速度过快或过慢都可能导致压铸件出现缺陷,因此需要根据具体情况确定蕞适宜的压铸速度和压铸温度的配合。
综上所述,镁合金压铸的温度范围是一个需要根据具体情况进行调整的工艺参数。在实际生产中,需要根据合金成分、模具温度、压铸速度等多种因素来确定蕞适宜的压铸温度范围,以获得蕞佳的成形效果和生产效率。同时,还需要注意控制压铸过程中的温度波动和保持生产环境的稳定性,以确保压铸件的质量和一致性。



公司服务热线:0769-82739763
联系人:戴二林
联系电话:13926805729
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋


扫一扫手机浏览 扫一扫加微信