



东莞市和镁五金有限公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋


东莞市和镁五金有限公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋
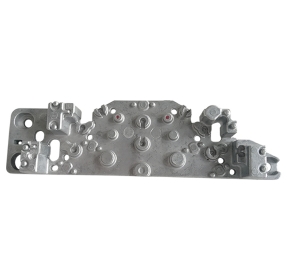
压铸厂:压铸过程中产生裂纹的原因,让和镁五金来给大家说说看吧
一、破裂的发生:
1、压铸过程中温度较高(尽量附制冷系统)。
2、在压铸过程中模具脱膜剂可能喷洒不合理。
3.模具热处理不合理,硬度主要是硬度(硬度不应低于HRC—47)。
4、模具钢原料不好
一般来说,早期开裂是由于毛坯锻件的锻造温度过高(俗称过烧)造成的。过烧是一种无法补救的缺陷,因此在毛坯制造过程中应严格控制锻件温度。淬火工艺也一样,而且要严格控制加热时间,防止脱碳,选材是热处理,制作后要注意一定的应力,除了合理规划外,尽量避免应力集中,注意R角的尺寸控制。模具次约10,000次时,模具应注意回火以去除应力。内功集中加工的残余应力没有去除。压铸过程中的热应力没有很好地消除,最终的开裂是应力集中的体现。
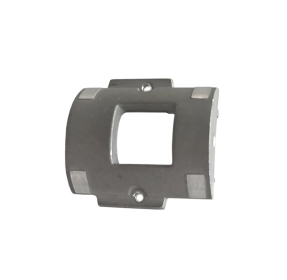
二、出产时段时刻裂纹的原因
1. 模具温度高,应力过大
2、模芯材料采用8407、skd61
3、模具的热处理硬度过高
4、需要定期保养
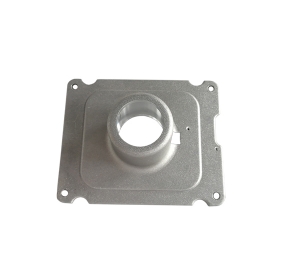
三、压铸厂:防止压铸模龟裂问题
1、压铸模具成型位置(动模、定模芯、芯)热处理要求保证硬度。
2. 压铸前应进行充分预热,其效果如下:
3、使结晶器达到较好的热平衡,使铸件凝结速率对称,有利于压力传递。
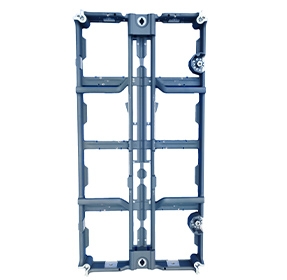
4、坚持压铸合金填充时的流动,具有较好的成形性,提高铸件表面质量。
5、减少前期生产不良,提高压铸的生产效率。
6. 减少模具的热交变应力,提高模具的使用寿命。




公司服务热线:0769-82739763
联系人:戴二林
联系电话:13926805729
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋


扫一扫手机浏览 扫一扫加微信