



东莞市和镁五金有限公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋


东莞市和镁五金有限公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋
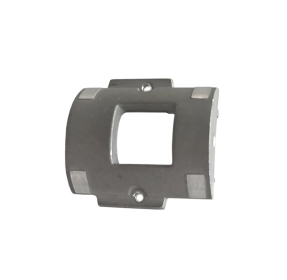
1.镁合金压铸件的结构
铸造时应充分考虑铸件的组织、形状、大尺寸、壁厚、过渡等影响铸件液固收缩的因素,选择合适的工艺参数,防止缩孔、缩松等铸造缺点。铸件浇注和冒口系统的设计应合理。如采用冷铁等工艺措施,其位置应合理,既要保证铸件内部结构的致密性,又要尽量避免应力集中的发生。
2.冶炼
在冶炼过程中,应尽可能降低P、s等有害元素的含量以及N、h、O等气体和夹杂物的含量。采用低钢中间合金可以取得良好的效果。
3.保温
通过适当延长铸件在砂型中的保温时间,主要目的是将开箱温度控制在70℃以下,以确保铸件能充分完成砂型中的液固收缩,避免外力引起的应力集中。
4.落沙

铸件落砂清理过程中,打箱过程中严禁对砂型和铸件浇水,严禁碰撞箱体等强外力冲击落砂,避免铸件外力与内应力相互作用产生裂纹。
5.切割立管
根据铸造条件,选择合适的热切割浇注冒口工艺,保证热切割开始温度不低于300℃。操作时,气割枪和吹氧管采用振动切割。重要部位气割后,及时用石棉布覆盖隔板或进入炉内进行热处理。对上冠、轴流叶片等结构复杂、工艺措施特殊的铸件采用二次热切割。
6.预热
处理不锈钢铸件缺点时应遵循预热原则。吹焊过程中,工件预热至108℃运行。若发现较大裂纹缺点,应先进行清理应力退火,然后再进行处理。
7.增加退火次数
主要不锈钢铸件增加应力清理退火工艺,严格控制保温时间和排放温度。目的是减少生产过程中新的应力集中,更完全地清理铸件内应力,防止裂纹。



公司服务热线:0769-82739763
联系人:戴二林
联系电话:13926805729
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋


扫一扫手机浏览 扫一扫加微信