



东莞市和镁五金有限公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋


东莞市和镁五金有限公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋
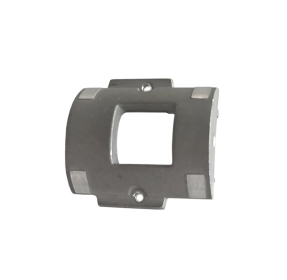
据了解,两开橡胶油封压铸模具制作。两开油封压铸模具制作选用单体构件加工后,再拼装般配,加工工艺优秀,压铸模具检测便利。单腔压铸模具材质选用CrlZ,联板选用45钢。压铸模具加工过程中,除了严厉依照压铸模具图纸加工,确保型腔尺度外,以下几点是确保压铸模具加工精度的要害:铝合金压铸
1、流胶槽的加工:曩昔油封压铸模具流胶槽的加工质量没有得到充分的注重,流胶槽往往加工得间隔型腔太远或尺度不易控制,使制品修剪困难,产品不美观。两开油封压铸模具针对这些问题已经作了改进,三角形的流胶槽内端尺度与产品外径处尺度共同(零对零),使用对开的上、下模在此处形成尖利的刃口状,油封模压成型时,剩余飞边即被剪切下来,既简化了修边工序,又提高了产品的外观质量。

2、上模与上模芯1的合作加工:上模与上模芯1的合作为锥度合作,以往选用研配的方法,要求接触率达到80%以上。这种传统的加工方式不只难度大,而且消耗很多工时,仍然难以达到没有飞边的抱负作用,所以产品在此处不存在飞边。且压铸模具制作工艺性改进。
3、上模芯1与上模芯2的压合:上模芯1与上模芯2的压合是确保油封副唇尺度及精度的要害。三开油封压铸模具副唇处的飞边,对副唇处的外观质量影响很大。
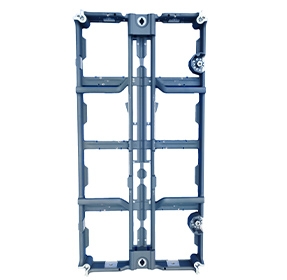
4、各腔压铸模具之间的衔接:各单腔压铸模具与联板的衔接必须有一定的浮动量,以确保压铸模具开合灵敏,找正准确。一般单模与联板间的空隙控制在0。50一1。0rnm。



公司服务热线:0769-82739763
联系人:戴二林
联系电话:13926805729
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋


扫一扫手机浏览 扫一扫加微信