



东莞市和镁五金有限公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋


东莞市和镁五金有限公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋
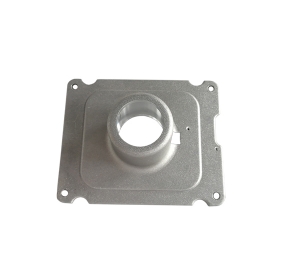
铝合金压铸件可以做出各种较复杂的形状,也可作出较高的精度和光洁度,然后很大程度的减少了铸件的机械加工量和金属铜、锌、铝或铝合金的铸造余量,不仅节省了 电力、金属材料、还大大节省了劳作成本。单页有着不可避免的缺点,流痕就是其中之一,其特征为:铸件表面上出现与金属液流动方向相一致的,用手感觉得出的部分下陷润滑纹路。此缺点无发展方向,用抛光法能去处。
发生原因:
1、两股金属流不同步充满型腔而留下的痕迹。
2、填充速度太高。
3、模具温度低,如锌合金模温低于150℃,铝合金模温低于180℃,都易发生这类缺点。
4、涂料用量过多。

排除办法:
1、调整内浇口截面积或位置。
2、涂料使用薄而均匀。
3、调整模具温度,增大溢流槽。
4、恰当调整填充速度以改变金属液填充型腔的流态。



公司服务热线:0769-82739763
联系人:戴二林
联系电话:13926805729
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋


扫一扫手机浏览 扫一扫加微信