



东莞市和镁五金有限公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋


东莞市和镁五金有限公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋
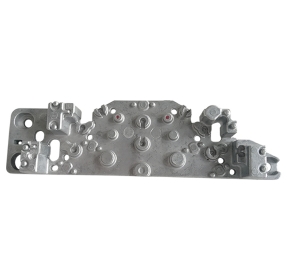
铝合金压铸如果缺铸是什么因素导致的?
1)充填条件差,下铸件内凝结金属不规则 如果压力不足,不足,并且活动前沿的金属过早固化,导致出现拐角,深凹坑,薄壁(甚至比平均壁厚还薄),则在圆筒形壁中会发生浇铸不足。 其他部分。 模具温度太低; 合金浇铸温度太低; 内门位置不佳,形成很大的运动阻力。
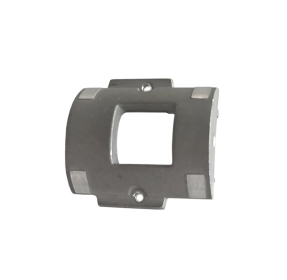
2)气体阻塞,铸件下部表面润滑,但形状不规则难以打开溢流系统部分,气体积聚; 熔融金属处于活动状态时,湍流剧烈,气体被包裹。

3)塑料模腔中的残留物施加或不正确施加的油漆量,导致局部涂层沉积。 成型件的插入间隙太大,或滑动配合间隙太大,金属被倒入填充物中。 释放铸件后,铸件没有完全取出,在缝隙上呈片状夹子。 当金属板(金属板的厚度为缝隙的大小)从周围轮廓突出时,在夹紧的情况下,突起的高度将更改为铸件的壁厚。 将来,铸件将具有用于渗透的凹槽(用于壁厚)。 该穿透槽成为底部铸造的一种特殊形式。 这种铸造不足现象主要发生在镶嵌件构成的深腔的情况下。 填充不足(包括多余的材料部分)。 在立式压铸机上,当压丸时,下冲头向下移动以使喷嘴开口不足,从而导致一系列不良的填充条件。



公司服务热线:0769-82739763
联系人:戴二林
联系电话:13926805729
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋


扫一扫手机浏览 扫一扫加微信