



东莞市和镁五金有限公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋


东莞市和镁五金有限公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋
简要介绍镁合金压铸件的技术开发
镁合金的密度1.8g/cm3,大致为铝合金密度的1/3,是实际工程应用中轻的金属结构材料。通过在乘用车中批量应用镁合金铸件可以有效地降低整车重量,提高燃油经济性。根据目前的通用计算方法乘用车总质量每减轻100kg,燃油耗可降低5%。如果每辆汽车使用70kg镁合金部件,CO2年排放量能减少30%以上。与目前汽车轻量化材料相互替代过程中,铝合金和工程塑料获得广泛应用相比,镁合金部件明显落后。在目前汽车零部件一级供应商中,只有极少数公司供应镁合金产品。镁合金部件的全过程总成本的比较,包括材料、制造、防腐、连接装配、维修等方面的原因是制约其广泛应用的重要因素,其中如何保障镁合金部件与其它部件可靠地连接是其中一个重要的障碍。
随着轻量化车身开发的迫切,越来越多的连接方式被开发出来。总体上来说,车身的连接技术可以分为热连接和冷连接两种方式。热连接主要包括MIG焊、电阻焊和激光焊等方法,冷连接主要包括粘接、自攻螺钉和自冲铆接等方法。目前大型镁合金压铸件的主要生产工艺是高压铸造,铸件内部不可避免的含有少量气体,加之考虑到镁合金易于氧化的特性及较低的电极电位,采用焊接方式进行连接难以实现。冷连接成为镁合金部件主要的连接方式,如何合理的选择连接方式以获得良好的连接强度并避免连接电偶腐蚀问题就成为目前开发的重点。
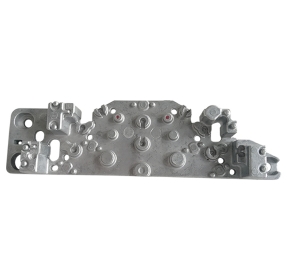
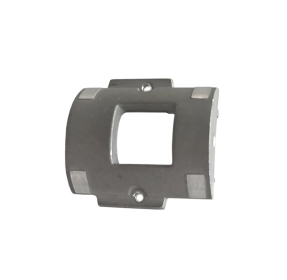
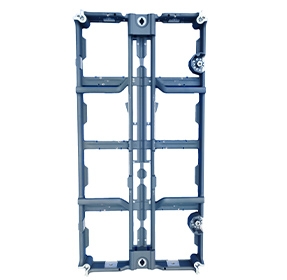
镁合金中通道铸件连接技术开发
铸件需要通过螺纹和螺柱两种连接方式与周围的部件进行连接。按照一般部件的连接方式考虑,螺纹连接可以通过在铸件上加工螺纹孔的方式形成连接;通过在铸件上焊接螺柱的方式形成螺柱连接。然而,对大型镁合金铸件进行螺纹加工,不仅容易出现加工废品,而且会显着增加生产成本,导致客户无法接受铸件的价格。由于镁合金压铸件的可焊性较差,焊接螺柱几乎没有可能实现。
通过在铸件上预设孔,并应用带有螺纹的弹簧夹片的方式解决了螺纹连接问题。如何实现螺柱的连接则是一个比较困难的问题,先后考虑了多种技术方案。焊接:考虑到可焊性的问题,焊接方案被放弃;结构胶:考虑采用结构胶粘接方案可能会出现疲劳和底纹脆性问题,没有采用此方案。镶铸:在镁合金方向盘骨架的生产中曾经广泛采用过镶铸工艺,但是直接镶铸螺柱的成功概率和强度都不高,而且模具比较复杂,下镶件时会显着影响生产效率。预铸安装孔:安装孔公差不易控制,可能还需要机械加工。自冲铆连接:预铸孔尺寸要求不高,可应用涂层防止电偶腐蚀,可以较好地满足螺柱的连接强度和尺寸精度要求,终选择此方法完成了螺柱的连接设计,实现了镁合金压铸件的批量生产。
文章内容来源于网络,有不当之处请联系我司调整。



公司服务热线:0769-82739763
联系人:戴二林
联系电话:13926805729
邮箱:daierlin@homay-gd.com
网站:www.dghomay.com
地址:广东省东莞市常平镇常横路140号1栋


扫一扫手机浏览 扫一扫加微信